



本发明的具体步骤如下:
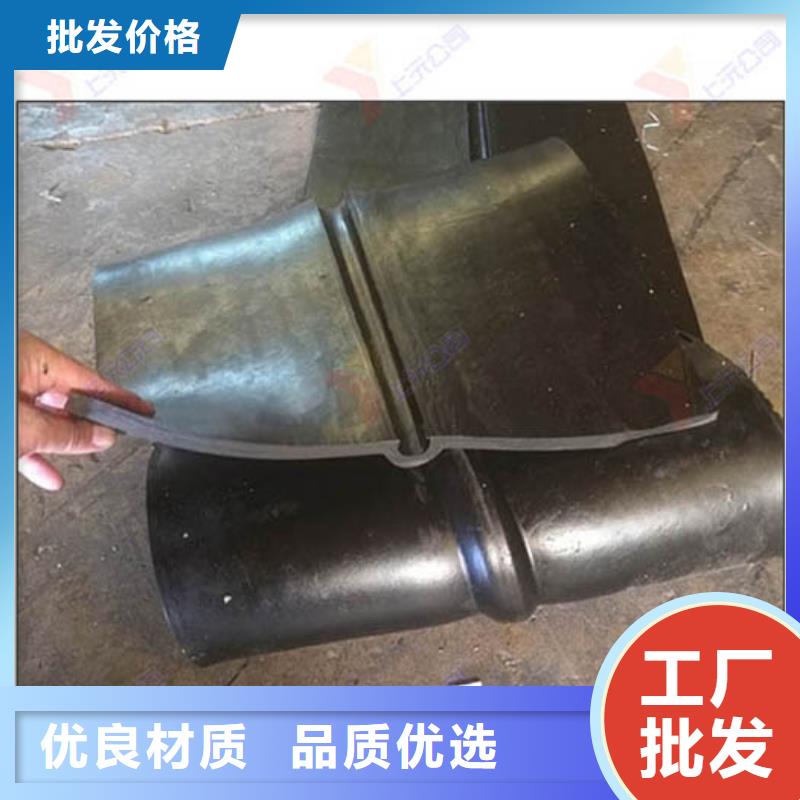
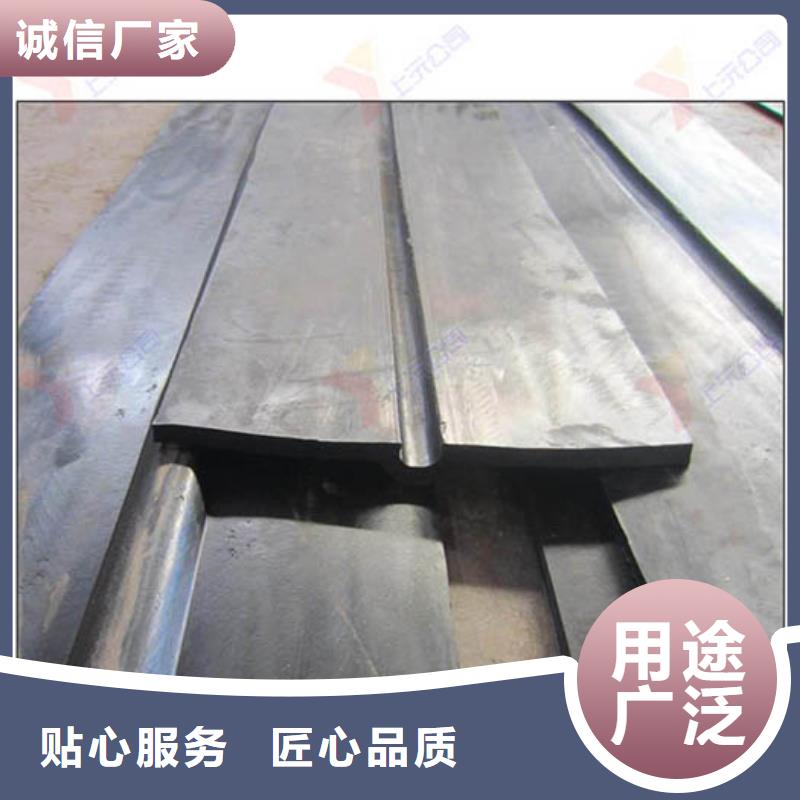
第1步,连接钢边止水带时,先打磨钢边止水带端部约200mm以上长度范围的橡胶,中间弹性胶圈圆环。
第2步,对准相邻两段钢边止水带的橡胶部分将它们搭接200mm以上,使用工业用橡胶胶水,例如801胶水,将橡胶部分粘结。然后可使用锤子敲打橡胶部分,使橡胶部分粘结牢固。
第3步,使用夹板临时固定上述的粘结钢边止水带,待胶水凝固粘牢后,拆除夹板。
第4步,使用电钻在所述的相邻两段钢边止水带的钢边上钻眼,再用铆钉枪将两段钢边止水带的钢边铆接在一起,增加其抗拉力和上下密贴。
第5步,钢边止水带连接牢固后,可将该钢边止水带放置到设计施工缝位置,再用型钢夹板固定,经验收合格后浇筑混凝土,待混凝土凝固强度达到2.5Mpa后,拆除型钢夹板,施工结束。


在已打磨光滑的钢边两面涂刷橡胶与金属粘结剂。在加工打磨钢板橡胶止水带连接端头的同时预热橡胶止水带的熔接模具好,预热时间按电热丝的发热功率约在30分钟。目的是将模具温度控制在140~150℃度之间。当温度计显示模具温度已到140~150℃即可进行后续步骤。把需要熔接钢边橡胶止水带两端头按步骤2搭接放入橡胶熔接模具底模的中间,连接处放满生胶片。按模具的对中孔洞,轻轻放置熔接模具的顶模。在安放模具顶模的过程中要避免生胶片和熔接端头的跑位,如果过程中钢边橡胶止水带需熔接的两端头跑位,需重复此步骤,确保熔接两端头的正确位置。用千斤顶将安放好的顶模具加压。此步骤注意的是: 次千斤顶加压压力不要过大大,加压至模具顶模和底模之间距离在2cm左右。待熔接钢边橡胶止水带的生胶片硫化一段时间,约5~10分钟后再进行千斤顶的二次加压。



合肥上沅工程技术有限公司集研发、制造、销售 球铰支座为一体的服务系统,是 球铰支座。多年来以优质的产品、合理的价格、创新的经营方式、快捷的售后服务,赢得了全国二十几个省、市、地区广大用户的好评。产品已销布全国各地,并远销国外。我厂一直秉持品质卓越的理念,以优质的品质与合理的价位回顾顾客。全力提高产品水准,为客户提供方便便捷的服务。以诚信求发展,创高品质产品,坚定客户的成功才是我们的未来。



一、产品简介
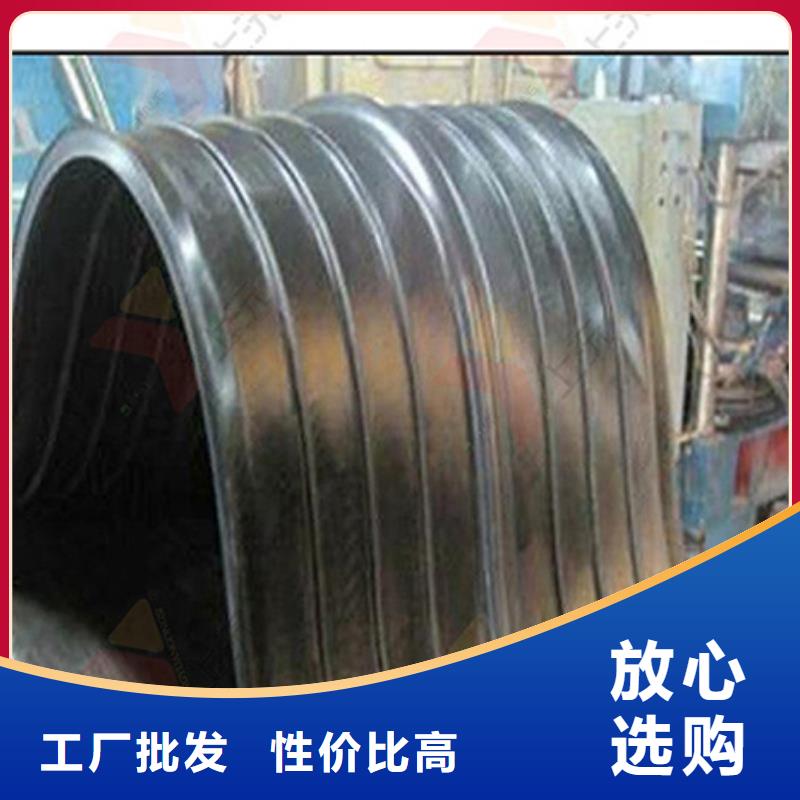
止水带是利用橡胶的高弹性和压缩变形性的特点,在各种载荷下产生弹性变形,从而起到有效紧固密封,防止建筑构造的漏水,渗水及减震缓冲作用。在一般较大工程的建筑设计中,由于不能连续浇注,或由于地基的变形,或由于温度变化引起的混凝土构件热胀冷缩等原因,需留有施工缝、沉降缝、变形缝,在这些缝处必须安装止水带来防止水的渗漏问题。止水带主要用于混凝土现浇时设在施工缝及变形缝内与混凝土结构成为一体的基础工程,如地下设施、隧道涵洞、输水渡槽、拦水坝、贮液构筑物等。
二、技术标准
止水带的尺寸公差、技术要求、实验方法、检验规则符合国标标准GB18173.2-2000橡胶止水带全部要求。


